
【应用案例】焊接缺陷检测设备HD6-0007激光轮廓扫描检测传感器
焊点缺陷检测 焊接缺陷检测设备HD6-0007激光轮廓扫描检测传感器
初步方案及原理说明
检测内容:

1. 无焊点
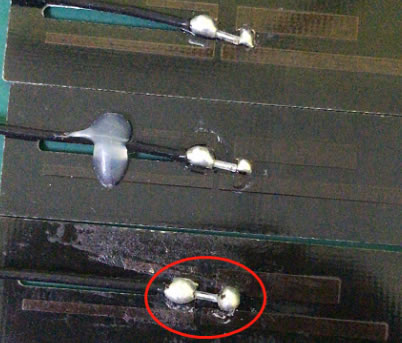
2. 焊点过大
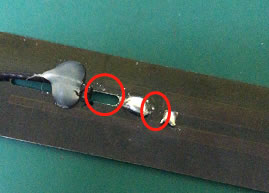
3. 芯线部分外漏
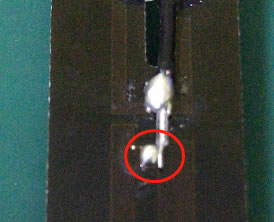
4. 芯线未焊住
5. 没有芯线
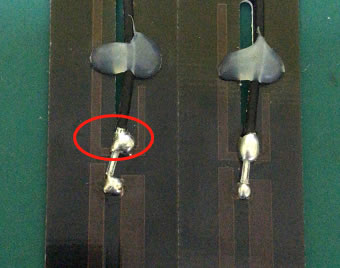
6. 焊点或芯线偏移
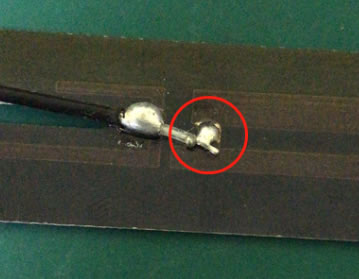
7. 焊点旁边多出一个焊点(2D视觉更合适)
检测设备:
HD6-0007激光轮廓扫描检测传感器
主要性能指标:X方向测量范围0~7mm,Z方向范围0~5mm,精度±3μm,重复精度1μm。
检测原理:
利用激光三角反射原理,激光束被放大成一条激光线投射到被测物体表面上,反射光透过高质量光学系统,投射到成像矩阵上,经计算得到传感器到被测量表面的距离(Z轴)和沿着激光线的位置信息(X轴),移动被测量物体或者轮廓仪探头,就可以得到一组三维测量值。
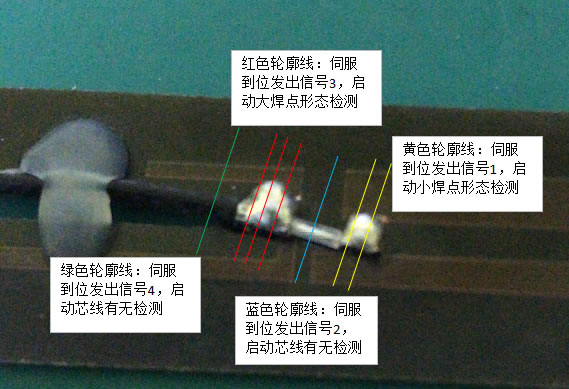
检测步骤:
轮廓仪固定,伺服机构预先设置好检测位置,到达检测位置后触发轮廓仪取像,内置算法分析产品为缺陷或者良品,输出OK或者NG信号。
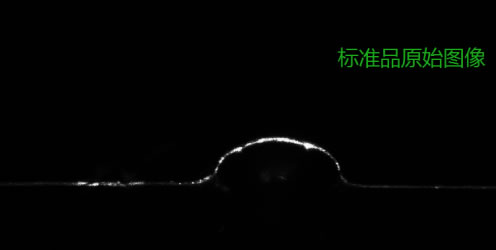
轮廓截面约8~10个

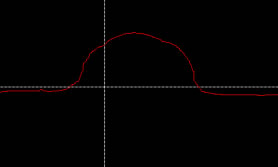
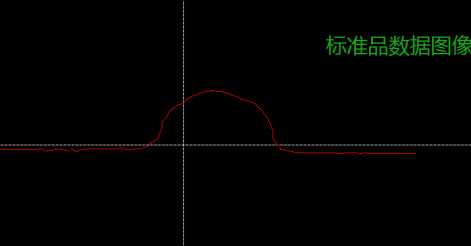
焊点标准图像及轮廓:

算法分析:
算法1:计算峰值点相对平面高度差,设置阈值MAXH及MINH,过大或者过小直接判为NG,输出信号1。
可检出的缺陷为焊点过高或过低。
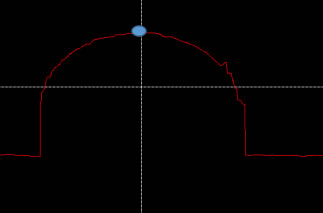
算法2:经过算法1判为OK的进行算法2,在最高点和水平面中间取一条边缘线,求出两个边缘点,进而求出焊点宽度,设置阈值MAXV及MINV,过大或者过小判断为NG,输出信号2。
可检出的缺陷为焊点过大或无焊点。

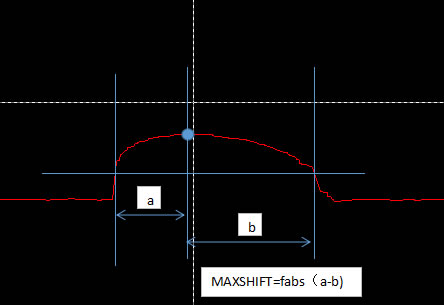
算法3:经过算法2判为OK的进行算法3,分析算法2里的峰值点和两个边缘点的对称关系,设置阈值MAXSHIFT,过大则判断为NG,输出信号3。
可检出因芯线不正导致的焊点形变过大。
算法4:经过算法3判为OK的进行算法4,分析单个轮廓线中相邻点的高度差,设置阈值MAXSMOOTH,正常情况下大于该阈值的应该只有2个点,即焊点和PCB板的交接处,如果超过2个或者多个(调试确认),则基本为缺陷品,输出信号4。
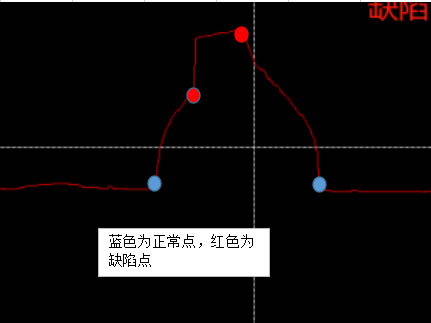
此算法可检出的缺陷为芯线外漏导致的轮廓不平滑。
算法5:针对芯线部分,暂时只检测高度差,设置阈值WIREH,小于该值则判断为无芯线,输出信号5。
- 上一篇:博智慧达HD系列激光轮廓测量仪应用软件顺利取得计算机软件著作 2018/12/15
- 下一篇:博智慧达正式推出 HD6-W系列焊缝跟踪传感器 用于平面、曲 2018/12/1